| Публикации: | АСУТП | Теория и технология | Научные работы | Главная |
«Автоматизированные печные агрегаты и
энергосберегающие технологии в металлургии»
Современный сталеплавильный агрегат должен быть оснащен комплексной автоматизированной системой управления (в дальнейшем – Комплексная АСУТП ДСП), предназначенной, прежде всего, для:
- автоматизации основных технологических операций;
- информационного сопровождения процесса выплавки и легирования стали, а так же оперативного и ретроспективного анализа технологического процесса;
- визуализации технологических процессов и состояния оборудования ДСП;
- управления и оптимизации энерготехнологического режима работы ДСП;
- взаимодействия с АСУТП смежных агрегатов и производства в целом, а также с АСУ предприятия для обеспечения рациональной и ритмичной работы сталеплавильного производства;
Комплексные решения позволят обеспечить рациональное управление энерготехнологическим режимом выплавки стали, под которым подразумевается согласованный график подачи в ДСП энергоносителей и материалов, обеспечивающий их рациональный расход для достижения заданных производительности печи и качества выпускаемой продукции.
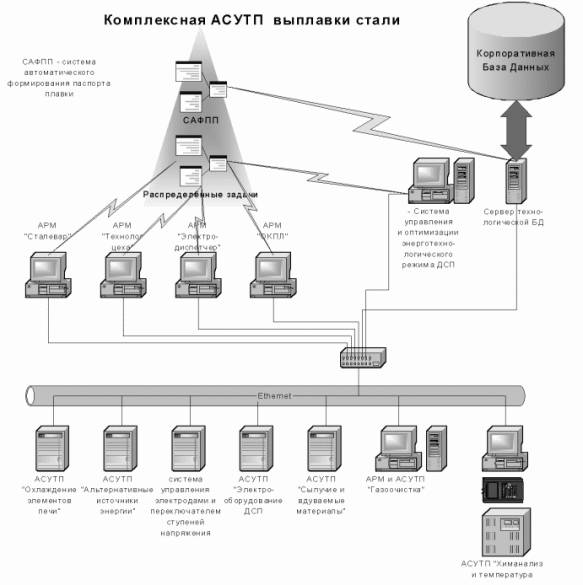
В составе комплексной АСУТП ДСП условно выделяются следующие подсистемы и автоматизированные рабочие места (далее - АРМ):
- АРМ «ОКПЛ»;
- АРМ «Сталевар»;
- АРМ «Электродиспетчер»;
- АРМ «Технолог цеха»;
- АСУТП «Газоочистка»;
- АСУТП «Сыпучие и вдуваемые материалы»;
- Система управления электродами и переключателем ступеней напряжения;
- АСУТП «Альтернативные источники энергии»;
- АСУТП «Охлаждение элементов печи»;
- АСУТП «Химанализ и температура»;
- Технологическая база данных и система формирования отчетных документов;
- Система автоматического формирования паспорта плавки;
- АСУТП «Электрооборудование ДСП»;
- Система управления и оптимизации энерготехнологического режима ДСП.
В докладе рассмотрены основные особенности подсистем и комплексной АСУТП в целом, а так же взаимодействие с системами управления масштаба цеха и предприятия, позволяющие эффективно решать задачи оптимизации по прибыли и себестоимости в условиях реального сталеплавильного производства.
Предложен комплекс организационно-технических мероприятий, программных и аппаратных средств, позволяющих в короткий срок и с наименьшими затратами реализовать подобную систему на металлургических предприятиях СНГ.
Предпринята попытка описать некоторые основы теории и практики построения систем управления выплавки и внепечной обработки стали.
Рис.1. Комплексная АСУТП выплавки стали
Литература
1. Создание системы автоматического ведения плавки в ДСП как первый шаг развертывания интеллектуальных систем управления в сталеплавильном производстве. Старосоцкий А.В., Бабичев А.К., Деревянченко И.В., Храпко С.А., Синяков Р.В. Труды шестого конгресса сталеплавильщиков.– Москва, 2001. C. 300-308.
2. Комплексная АСУТП электросталеплавильного производства и современные требования к оборудованию для внепечной обработки и разливки стали. А.К. Бабичев, А.В. Старосоцкий, Ю.Ф. Керейник (СЗАО «ММЗ», ООО «НПП ОРАКУЛ»). Доклад на научно-технической конференции «Прогрессивные технологии непрерывной разливки: ХХI век» - Донецк, 2002.
3. Храпко С.А. Термодинамическая модель системы металл-шлак для АСУ и машинных экспериментов по оптимизации технологии сталеплавильного процесса / Дисс. канд. техн. наук. - Донецк, 1990.
|
|
© А.В. Старосоцкий, Ю.Ф. Керейник, Т.В. Щербина, С.А. Храпко, 2002
| Вверх |