Труды шестого конгресса сталеплавильщиков
(г. Череповец, 17—19 октября 2000 года)
М.: Черметинформация, 2001. — С. 300—308.
Создание системы автоматического ведения плавки в ДСП как первый шаг развертывания интеллектуальных систем управления в сталеплавильном производстве
А.В. Старосоцкий, А.К. Бабичев, И.В. Деревянченко
Интенсификация технологических процессов в электросталеплавильном производстве в условиях жестких требований к их технико-экономическим показателям требует привлечения высококвалифицированного и опытного технологического персонала, однако рынку труда становится все труднее справляться с этой задачей. Аккумуляция знаний и опыта, накопленных металлургической наукой, в системах управления является одним из средств её решения. Системы управления, построенные на этой основе называют интеллектуальными, или основанными на знаниях (Knowledge Based Systems).
Цель статьи — изложить принципы построения системы автоматического ведения плавки (САВП) на базе пакета ОРАКУЛ [1—4] в составе систем управления технологическими процессами электросталеплавильного цеха Молдавского металлургического завода.
Работа по ее созданию основывается на следующих предпосылках:
Металлургическая наука располагает обширным опытом теоретического описания сталеплавильных процессов, преложено большое число математических моделей, в той или иной мере суммирующих этот опыт.
Имеется широкий выбор технических и программных средств, с помощью которых созданы эффективные системы базовой автоматизации в электросталеплавильном производстве.
В отечественной и зарубежной металлургии накоплен опыт разработки и успешного применения отдельных программно-технических модулей, которые могут служить элементами системы автоматического ведения плавки.
Авторам статьи пока неизвестны примеры реализации целостной системы такого рода в сталеварении.
В качестве исходных данных для работы САВП может быть использовано формализованное задание на плавку. В общем случае задание на плавку САВП включает:
характеристика подлежащей выпуску марки стали;
характеристика механизмов и устройств, применяемых в конкретном электрометаллургическом процессе;
характеристика используемых материалов и энергоносителей;
дополнительные условия и данные, необходимые для оптимизации конкретного технологического процесса.
Формализация марки стали в том или ином виде выполняется практически на каждом металлургическом предприятии. В качестве формализованной характеристики марки стали, например, используются технологические карты и их представление в технологической базе данных. Преобразование такой формы в необходимый для самой САВП производится дополнительно. Система ОРАКУЛ на ММЗ использует следующие данные из технологической карты:
температура выпуска стали из печи в зависимости от способа ее дальнейшей обработки;
допустимый состав стали на выпуске;
плановая таблица металлозавалки.
Форма представления характеристик механизмов и устройств, применяемых в электрометаллургии, в общем случае содержит следующее:
наименование и назначение устройства (исполнительного механизма);
наименование (код) материала (энергии), вносимого данным устройством;
предельные и эффективные интенсивности ввода соответствующего вещества (энергии) устройством (разовые порции отдачи, например, для устройств, поставляющих сыпучие материалы);
характеристика периодов плавки, в которых допускается работа данного устройства, исходя из конструктивных особенностей устройства и печи, применяемой на конкретном предприятии технологии, требований техники безопасности и накопленного на предприятии опыта использования данного механизма (устройства);
характеристика дополнительного воздействия на ход технологического процесса в результате применения данного устройства.
Приблизительно так описано понятие «устройство» в блоке проектирования плавки системы ОРАКУЛ на ММЗ. При формализации характеристик самой печи (ковша) кроме указанных выше параметров используется понятие «геометрические и конструктивные особенности печи», которые позволяют, например, определить момент начала удаления шлака из печи (ковша) (самотеком, либо принудительно) и рассчитать массу удаленного из печи (ковша) шлака, используя эту информацию и в тепловой модели.
Описание используемых материалов и энергоносителей должно содержать информацию:
о фактическом или среднестатистическом (например — для видов лома) химическом составе;
о стоимости и/или условном коэффициенте, характеризующем ценность данного материала (энергоносителя) для конкретного предприятия в конкретных условиях (исходя, например, из запасов материала (энергоносителя) на предприятии и возможностей пополнения этого запаса);
о коэффициентах (определяемых, как правило, опытным путем в период внедрения модуля прогнозирования фактического состояния), характеризующих время и объем усвоения данного материала (энергоносителя) на конкретном агрегате технологической линии производства стали.
Особое место среди используемых материалов занимает лом, так как:
точный фактический химический состав лома, поступившего в печь всегда неизвестен, приходится довольствоваться лишь приближенным среднестатистическим составом каждого вида лома;
в качестве элемента задания на плавку в систему моделирования зачастую поступает информация не о фактическом весе и видах лома, а лишь рекомендуемая таблица шихтовки, либо статистический анализ использования лома для выплавки данной марки стали на данном предприятии. На основании этой информации первоначально и будет работать система моделирования плавки, а по мере поступления информации о фактическом весе и видах лома, подаваемых в печь, будет осуществлен перерасчет.
Система оптимизации ориентирована на выпуск плавки с минимальной себестоимостью тонны жидкого металла. Дополнительные требования, как элемент задания на плавку, будут зависеть от особенностей конкретного производства. В качестве дополнительных условий оптимизации для системы ОРАКУЛ на Молдавском металлургическом заводе планируется реализовать (а частично уже реализованы), например, такие:
выпустить плавку к назначенному сроку (в том числе и в кратчайший срок);
выпустить плавку с минимальным или максимальным использованием того или иного энергоносителя или материала.
Иначе говоря, задание на плавку определяет что, какими средствами и в каких условиях должна сделать САВП.
Для нормального функционирования САВП необходимо определить минимальный и рациональный объемы информации о ходе технологического процесса. В качестве рационального объема предложен следующий перечень информации:
вид и вес каждого вида лома в каждой подвалке (завалке) и время поступления каждой корзины лома в печь, а так же температура лома в момент поступления его в печь;
вес каждого поступившего в печь (ковш) материала и энергоносителя при каждой отдаче и нарастающим с момента начала плавки итогом от каждого устройства (механизма);
вес стали в ковше при отдаче каждой порции материалов на сливе;
информация о времени и результатах фактических замеров температуры жидкой стали и отборов проб;
информация о времени начала и окончания основных этапов плавки;
моменты подъема (опускания) и отведения (наведения) свода;
время начала и окончания выпуска (слива) стали;
информация о температуре и объеме отводимого из печи газа и содержании в нем CO и CO2;
информация о работе системы охлаждения элементов печи:
температура охлаждаемых панелей и подины;
расход и входная и выходная температура охладителя (воды);
информация о наклоне печи и/или других событиях, влияющих на изменение ее эффективного объема;
массе шлака и жидкой стали, оставшейся в печи после выпуска плавки.
Следует отметить, что получить достоверную информацию о массе «болота» крайне затруднительно. В системе ОРАКУЛ на ММЗ используется расчетные (а не измеренные) значения массы болота и шлака, оставшиеся в печи после выпуска предыдущей плавки, для чего постоянно отслеживается вес металла в ковше на сливе и изменение «геометрических и конструктивных параметров» печи по ходу всей плавки (например — наклон печи).
Приведенный выше перечень информации может оказаться избыточным или недостаточным для других САВП. В нашем случае он отражает текущие потребности системы ОРАКУЛ и частично автоматизированной системы формирования паспорта плавки на Молдавском металлургическом заводе.
Особое значение для САВП имеет эффективный модуль определения этапов плавки и текущего состояния процессов в печи по прямым и косвенным признакам, например — по спектрам тока или напряжения дуги. На ММЗ ведётся работа по созданию модуля мониторинга технологического процесса на основе методов распознавания образов. Его интеграцию в систему ОРАКУЛ планируется осуществить в ближайшее время.
Вид управляющих воздействий на механизмы и устройства определяется формализованными характеристиками устройства в задании на плавку. Как правило, это интенсивность отдачи в печь присущего конкретному устройству материала (энергоносителя). Для сыпучих материалов можно использовать разовые дозы отдачи материала.
В качестве аппаратных средств базовой автоматизации, непосредственно управляющих устройствами очень часто используются контроллеры. По мнению авторов статьи предпочтительнее использовать с этой целью средства, предоставляемые изготовителями промышленных компьютеров и УСО для них.
Подробнее необходимо сказать о месте регулятора тока в системе САВП и организации взаимодействия с ним.
Регулятор тока (мощности, импеданса) является составной, очень важной частью базовой автоматизации, обеспечивающей работу системы автоматического ведения плавки.
Основная задача регулятора — обеспечить эффективное использование мощности трансформатора. Для этого современный регулятор должен обладать своими вычислительными ресурсами.
В число функций регуляторов тока часто пытаются включать задачи проектирования плавки и оптимизации процессов («энерготехнологическое» направление). Очень хочется верить, что производители таких регуляторов сумели достичь требуемой компетенции в вопросах не только использования электрических устройств, но и в вопросах компьютерных технологий и металлургии в целом.
Представляется целесообразным следующее взаимодействие регуляторов тока с системой моделирования:
регулятор в качестве задания принимает от системы моделирования в удобном для него виде, уставку, характеризующую мощность, которую необходимо подвести в печь от трансформатора, и выполняет это задание;
регулятор выполняет любые доступные ему операции, необходимые для адекватного выполнения полученного задания, не дублируя работу САВП. Другие системы базового уровня автоматизации поставляют регулятору необходимую для этого информацию;
регулятор передает (если он способен это сделать) в систему моделирования информацию о полученном задании и о текущих гармонических составляющих и среднеквадратичных значениях тока и напряжения.
Ядром системы автоматического ведения плавки является система моделирования, способная:
отслеживать и прогнозировать текущее состояние процессов на агрегатах, участвующих в ведении плавки, и отображать их;
проектировать плавку исходя из фактического или расчетного текущего состояния процесса и задания на плавку;
выдавать управляющие воздействия устройствам, применяемым при ведении плавки, и рекомендации технологическому персоналу по применению технологических устройств, недоступных по той или причине для непосредственного управления САВП;
участвовать в предварительном «лабораторном» проектировании плавки для отработки новых технологических приемов и прогнозировании эффекта от применения новых материалов и технологических устройств;
осуществлять расчет перспективных оптимальных потребностей конкретного сталеплавильного производства в материалах и энергоносителей, используемых в технологических процессах.
Исходя из перечисленных выше задач ядра, в нем условно можно выделить несколько модулей:
модуль тепловой модели;
модуль расчета текущего состояния и прогнозирования;
модуль проектирования плавки;
модуль планирования потребностей производства.
При такой структуре ядра его модули решают следующие задачи:
Модуль тепловой модели:
расчет температуры стали;
расчет доли расплавленной шихты.
Модуль расчета текущего состояния и прогнозирования:
расчет химического состава стали;
расчет химического состава шлака;
расчет условного химического состава нерасплавленной шихты;
расчет массы сошедшего шлака;
расчет массы жидкой стали;
расчет массы и состава шлака и болота, остающегося в печи после выпуска плавки;
расчет и выдача управляющих воздействий для всех устройств в ходе процесса выплавки стали, необходимых для выполнения задания на плавку;
оптимизация расхода материалов и ресурсов в соответствии с заданием на плавку.
Модуль планирования потребностей производства:
расчет заявки на поставку материалов и энергоресурсов, исходя из перспективного плана производства;
оценка эффективности применения альтернативных видов материалов и энергоресурсов для выплавки заданных марок стали.
Условность в данной трактовке назначения каждого из модулей ядра САВП заключается в том, что любая из задач ядра САВП решается не отдельным модулем, а в тесном взаимодействии нескольких, а иногда и всех, модулей ядра. Так, например, модуль расчета текущего состояния и прогнозирования не сможет обеспечить должной точности без достоверной информации от тепловой модели. Модуль проектирования плавки, не только использует результаты работы тепловой модели и модуля расчета текущего состояния и прогнозирования в качестве исходных данных для работы, но и неоднократно «привлекает» эти модули в процессе поиска оптимального способа выполнения задания на плавку.
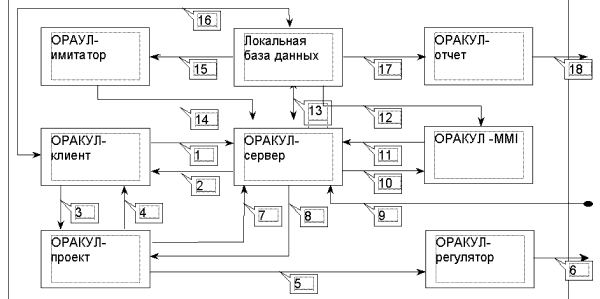
Упрощенная структурная схема системы ОРАКУЛ, используемой в качестве ядра САВП ОРАКУЛ, представлена на рис. 1 и описана ниже:
Рис.1 Упрощенная структурная схема системы ОРАКУЛ на ДСП—2 ММЗ.
ОРАКУЛ-клиент — один из основных расчетных модулей системы. В рамках этого процесса выполняется тепловая модель и расчет текущего химического состава стали, шлака и отходящих газов. Необходимая для расчетов информация запрашивается у ОРАКУЛ-сервера (связь 1). Процесс планирует свою работу и работу модуля ОРАКУЛ-проект (связь 3 - разрешение работы процесса ОРАКУЛ-проект, связь 4 — получение информации о результате расчета). В качестве исходного материала для расчетов может служить не только текущая информация о ходе процессов на агрегатах электросталеплавильного производства (эта информация поставляется ОРАКУЛ-сервером — связь 2), но и «историческая» информация о ходе прошедших плавок, получаемая из локальной базы данных (связь 16). Это удобно при отладке ядра, т.к. ОРАКУЛ-клиент поддается настройке.
ОРАКУЛ-проект на основании информации о текущем состоянии процессов выполняет расчет оптимальных управляющих воздействий для всех устройств, участвующих в производстве стали на данном агрегате, для достижения заданного результата. Задание на плавку запрашивается у ОРАКУЛ-сервера (связь 7). Содержание задания на плавку, передаваемого ОРАКУЛ-сервером (связь 8) было описано выше. Результаты расчета передаются ОРАКУЛ-регулятору (связь 5).
ОРАКУЛ-регулятор осуществляет преобразование управляющих воздействий, рассчитанных ОРАКУЛ-проектом в вид, воспринимаемый устройствами сталеплавильного агрегата (непосредственно или при участии системы базовой автоматизации — связь 6).
ОРАКУЛ-сервер — основной процесс, обеспечивающий взаимодействие расчетных модулей с системами базовой автоматизации, технологической базой данных и оператором системы. Получая запросы от процессов системы (связи 1, 7, 11), ОРАКУЛ-сервер готовит соответствующую информацию и передает ее потребителям. Кроме того, этот процесс ведет запись в локальную базу данных информации о работе системы в ходе плавки (связь 13). Эта информация может быть в дальнейшем использована, например, для формирования некоторых отчетных форм с помощью ОРАКУЛ-отчета.
ОРАКУЛ - MMI (man machine interface) предназначен для оперативной и «исторической» визуализации технологического процесса в том виде, каким он представляется системе ОРАКУЛ. Так как система конфигурируема и настраиваема под конкретные условия производства, то ОРАКУЛ-MMI служит и для обеспечения взаимодействия технологического персонала с системой в целом в процессе настройки и подстройки.
ОРАКУЛ-имитатор позволяет в реальном масштабе времени «проиграть» записанные ранее ОРАКУЛ-сервером плавки. Это удобно и для настройки системы, и для анализа действий системы (и/или технологического персонала) в ходе плавки, и для обучения персонала.
К достоинствам такой структуры можно отнести ее модульность. Так, например, в приведенной выше схеме отсутствует модуль планирования потребностей производства, так как на Молдавском металлургическом заводе решили пока не заниматься его внедрением. В ближайшее время планируется создать модуль ОРАКУЛ-тренажер, предназначенный, например, для обучения и аттестации технологического персонала.
На основе варианта системы ОРАКУЛ на ММЗ создан, так называемый, «Редактор хода плавки», позволяющий реализовать режим «что если». С помощью данного модуля можно проанализировать ход уже прошедших плавок или создать на их основе или «с нуля» проект ведения новых плавок. Этот модуль применим, например:
для отработки новых технологических приемов ведения плавки;
для анализа обоснованности применения существующего или планируемого к установке устройства и механизма;
для оценки эффективности применения новых шихтовых материалов;
для создания «шаблонов» ведения плавки в системах, построенных по «командно-аппаратному» принципу (следует еще раз подчеркнуть, что система ОРАКУЛ к таковым не относится).
Построение эффективной системы автоматического ведения плавки невозможно без учета следующих факторов, определяющих выбор программных и аппаратных средств для реализации САВП:
периодичность получения и выдачи управляющих воздействий механизмам и устройствам, а также скорость обработки необходимой информации должна соответствовать скорости процессов в реальной плавке;
ритмичность производства и качество продукции во многом будут зависеть от устойчивости и восстанавливаемости каждой составляющей части системы;
возможность дальнейшего развития, модернизации и наращивания системы в целом должна закладываться на каждом этапе ее создания.
Уважая выбор каждого предприятия и разработчика, хочется отметить, что с точки зрения авторов данной статьи оптимальный на сегодняшний набор программно-аппаратных средств, на котором необходимо строить САВП, следующий:
Промышленные компьютеры и устройства связи с объектами (УСО) семейства Advantech и подобные, так как поддержка ими принципа «открытой архитектуры» (в отличии от большинства контроллеров) позволяет:
использовать стандартные средства разработки программного обеспечения, а значит и облегчить организацию взаимодействия между разными программно-аппаратными комплексами;
уменьшить зависимость системы от технической и маркетинговой политики отдельных производителей аппаратных средств.
Операционная система реального времени QNX с протоколом FLEET для обеспечения межзадачного обмена, так как ни одна из других известных сегодня авторам статьи операционных систем пока не может обеспечить сопоставимого уровня быстродействия, устойчивости и «масштабируемости» в системах управления технологическими процессами.
Технологическая база данных на основе Sybase SQL Anywhere, графический интерфейс пользователя Photon, компилятор Watcom C/C++, так как именно эти программные продукты позволяют использовать возможности операционной системы QNX в системах управления технологическими процессами в полном объеме;
Система ОРАКУЛ в качестве ядра САВП, об особенностях и достоинствах которой подробнее можно узнать из [1—4], кратко, выполняет следующие функции:
адекватно оценивает состояние процессов на агрегатах технологической линии электросталеплавильного участка в текущий момент, а также в ретро- и перспективе;
вырабатывает оптимальные рекомендации и управляющие воздействия для перевода процессов из текущего в назначенное состояние;
использует объективно-необходимый минимум статистической информации, основываясь, прежде всего, на строгом термодинамическом расчете состояния системы «металл-шлак-газ« в масштабе реального времени.
Попытки построить эффективную систему автоматического ведения плавки за счет статистических моделей и наращивания ресурсов аппаратных средств бесперспективны, если при этом не обеспечить применение эффективных методов анализа и расчетов, их программную реализацию и адекватное использование.
Своеобразие внедрения САВП состоит в том, что это не изолированный объект, сдаваемый «под ключ», а поэтапная автоматизация интеллектуального труда лиц, принимающих решение (ЛПР) [5], начиная от сталевара. Развертывание подобной системы должно предполагать окупаемость на каждом этапе и широкое вовлечение в процесс ее создания персонала конкретного предприятия.
Организационные аспекты внедрения такой системы должны включать:
принятие решения о создании САВП и определение ее места и задач в существующей и перспективной технологии, формулировка принципов реализации САВП;
самостоятельная или во взаимодействии с экспертами оценка реальных возможностей существующего парка контрольно-измерительных устройств, исполнительных механизмов, программных и аппаратных средств;
самостоятельная или во взаимодействии с экспертами оценка реальной структуры и возможностей подразделений предприятия, занимающихся технологическими процессами и их автоматизацией, а так же степени их взаимодействия;
оценка необходимости и возможности привлечения к работе представителей специализированных организаций, определение форм участия подобных организаций в совместной работе и выбор таких организаций;
изменение (при необходимости) существующей структуры «команды», участвующей в создании САВП без остановки производства;
утверждение структуры САВП, комплексного плана работ и финансирования для ее реализации, составленных в результате проведения указанных мероприятий, назначение сроков реализации и ответственных;
контроль над исполнением и финансированием плана работ;
анализ эффективности выполненных на каждом этапе мероприятий и корректировка общего плана работ по результатам этого анализа;
формирование технического задания на очередной этап.
Утвержденная структура САВП прежде всего должна содержать информацию:
об исполнительных механизмах и контрольно-измерительных устройствах;
о средствах базовой автоматизации и системах нижнего уровня автоматизации (прежде всего PLC — programmable logical controllers на базе микроконтроллеров, контроллеров и/или промышленных компьютеров);
о системах управления процессами (PCS — process control systems);
о базе данных;
о средствах визуализации и взаимодействий с технологическим персоналом (MMI —man-machine interface).
о взаимодействии всех составляющих системы;
о взаимодействии систем управления технологическими процессами (АСУ ТП) с существующей или перспективной системой управления производством (АСУП).
В ближайшие годы следует ожидать интенсивного развития интеллектуальных систем управления, направленных на реализацию наиболее продуктивной функции компьютерных АСУ — оптимального управления.
Отличительной особенностью таких систем является наличие ядра в виде модели, суммирующей обширный круг предметных знаний, относящихся к функционированию объекта управления. Первым шагом развёртывания интеллектуальной системы на сталеплавильном предприятии, на наш взгляд, должна быть создана система ведения плавки в автоматическом режиме (САВП).
В статье изложены практические аспекты построения такой системы, принятые на ММЗ.
БИБЛИОГРАФИЧЕСКИЙ СПИСОК.
Пономаренко А.Г. Термодинамическая модель плавки и проблема построения детерминированной модели сталеплавильного процесса. // Металлы. - 1992, ╧1, с.42-48.
Храпко А.С. Термодинамическая модель системы металл - шлак - газ для АСУ и машинных экспериментов по оптимизации технологии сталеплавильного процесса.: Дисс. канд. техн. наук. - Донецк.: Донецк. полит. институт, 1990.
Храпко С.А., Иноземцева Е.Н., Харченко А.В. Термодинамическая модель системы металл-шлак-газ и интегрированная система «Оракул»: использование для прогнозных расчётов и управления в составе АСУТП и разработки сталеплавильных процессов. - В кн.: Тезисы докладов «Моделирование физико-химических систем и технологических процессов в металлургии«. - Новокузнецк, 1991. С. 222 - 223.
Пономаренко А.Г., Гуляев М.П., Деревянченко И.В., Храпко С.А. и др. Промышленное освоение компьютерного управления выплавкой стали на БМЗ и ММЗ на основе физико-химической модели «ОРАКУЛ». // Труды пятого конгресса сталеплавильщиков. - Москва. - 1999.
Производственные системы с искусственным интеллектом / Алиев Р. А. и др. - М.: Радио и связь, 1990. - 264 с.