| Публикации: | АСУТП | Теория и технология | Научные работы | Главная |
Проблемы специальной электрометаллургии. 2002. №3. С. 10—13.
Экспериментально проверена возможность использования камерного электрошлакового переплава для
рафинирования титановых сплавов от обогащенных азотом включений. Установлено,
что применение флюса систем
Известно, что качество и служебные характеристики изделий из титана и сплавов на его основе,
находящих все большее применение, зависят от чистоты материала, в том числе и
от наличия и состава неметаллических включений в нем. Большую опасность для
физических свойств этого материала представляют так называемые обогащенные
азотом включения (ОАВ). Они, как правило, имеют сердцевину из TiNx окруженную слоями,
содержащими азот
ОАВ образуются еще на стадии производства титановой губки, а затем на этапах ее передела в
слитки и не удаляются полностью во время процессов плавления [3, 4]. Дробление
губчатого титана на мелкие куски [5] и использование способов плавления,
увеличивающих время нахождения его в расплавленном состоянии (тройной вакуумно-дуговой,
Анализ диаграммы состояния
Исследование скорости растворения ОАВ, погруженных в жидкий титан, показало, что этот процесс медленный, около 2.2 мкм/сек [8]. По этой причине уменьшение размеров ОАВ за счет растворения в жидком титане при классическом варианте ЭШП ограничено.
Термодинамически благоприятным для удаления включений такого рода может быть использование электрошлакового переплава под кальцийсодержащими флюсами [9]. Этот процесс обеспечивает низкие (около 10-11кПа) парциальные давления азота в шлаке, в результате чего появляется возможность рафинирования титана и титановых сплавов от ОАВ [10].
В данной работе приведены результаты экспериментов по удалению обогащенных азотом
включений при ЭШП промышленного титанового сплава
Электрошлаковый переплав осуществляли в камерной электрошлаковой печи ЭШП, созданной на базе
аппарата
Для экспериментов использовали расходуемые электроды из промышленного титанового
сплава
|
| Рис. 1. Схема электрода с ОАВ, расположенным по его оси |
|
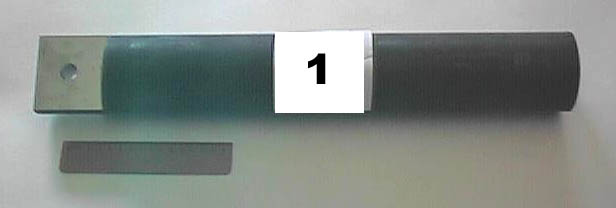
| Рис. 2. Общий вид электрода из титанового сплава |
В качестве флюсообразующих материалов использовали прокаленный при температуре 973 К в течение 3 часов
порошок фтористого кальция марки «Ч» (ТУ 6-09-5335-88) и
металлический кальций. Флюс расплавляли непосредственно в кристаллизаторе,
используя «твердый» старт. Образовавшиеся при плавлении смеси
Опытные плавки проводили с одинаковыми электрическими параметрами (U=47 В, I=3.0 кА), обеспечивающими
удовлетворительное качество формирования поверхности равных по массе слитков. Изменяли состав флюса (CaF2 или
В качестве эталонной избрана плавка N 1, проведенная под чистым фтористым кальцием (массой 2300 г). Длинна сплавленной части электрода с ОАВ - 125 мм. Плавки 2 и 3 отличались от эталонной добавкой к фтористому кальцию 100 г металлического кальция и длинной сплавляемых частей электродов с ОАВ: 35 и 85 мм соответственно.
Опытные слитки подвергали ультразвуковому контролю (УЗК) с помощью прибора Krautkramer Branson USN 52, на частоте 5 МГц, послойному торцеванию на токарном станке и визуальному осмотру. Газосодержание металла определяли в образцах, отобранных из поперечных темплетов толщиной 200 мм из головных частей слитков, методом вакуум плавления на приборе LECO.
Осмотр поверхности полученных слитков свидетельствует, что добавки металлического
кальция к фтористому кальцию резко снижают остаточное содержание кислорода и
азота в зоне плавки. Об этом говорит явно выраженный (рис. 3) серебристый (не окисленный) цвет
поверхности слитков N 2 и 3 в отличие от
 |
| Рис. 3. Слиток ЭШП из титанового сплава |
УЗК опытного металла установил
наличие во всех слитка двух зон локализованных отражений (рис. 4). Первая зона
расположена в головных частях слитков и характеризуется множественными
отражениями, сосредоточенными в их центральных осевых частях. Площадь, занятая отражениями в этих зонах, и области их расположения в различных слитках имеют схожий характер. Протяженность зон по
высоте слитка не превышает
 |
| Рис. 4. Схема расположения отражений ультразвуковых волн: a - в слитке плавки N 1; b - в слитке плавки N 3; c - в слитке плавки N 2 |
С целью проверки результатов УЗК слитки подвергали механической обработке на токарном станке: торцеванием шаг за шагом снимали слои металла и осматривали поверхность. Установлено, что верхние УЗК отметки (рис. 4) соответствуют порам усадочного характера с чистой, не окисленной, внутренней поверхностью (рис. 5). В зоне отметок 2 (слиток 1) обнаружены множественные остатки неразрушенных ОАВ (рис. 6). В слитках плавок 2 и 3 отметки 2 соответствуют азотированным зонам (рис. 7), установленным металлографически. Они представляют собой участки твердого раствора азота в титане и имеют резко отличные состав и структуру от искусственно вводимого эквиатомного нитрида титана. Отрицательное влияние этих участков на механические характеристики сплава (в частности на усталостную прочность) значительно меньше, чем влияние частиц TiN, которые резко отличаются по структуре, физическим и механическим свойствам от основного сплава.
 |
| Рис. 5. Поры усадочного характера |
 |
| Рис. 6. Остатки неразрушенных ОАВ (слиток 1) |
 |
| Рис. 7. Азотированные зоны в слитке 3 |
Содержание металла, в частности содержание азота в сплаве
| N плавки | [O] | [N] |
| Исходная | 0.17...0.18 | 0.010...0.020 |
| 1 | 0.17...0.22 | 0.020...0.029 |
| 2 | 0.21...0.22 | 0.026...0.030 |
| 3 | 0.18...0.19 | 0.033...0.041 |
Подтверждением
вывода о благоприятных термодинамических условиях разложения ОАВ при использовании кальцийсодержащих флюсов говорит
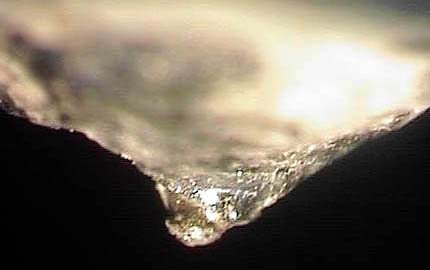
и характер оплавления электродов с внедренными в них осевыми включениями. Так,
при плавке 1 скорость плавления электрода значительно превышает скорость
разложения «прутка» ОАВ, в результате чего он достигает поверхности границы
 |
| Рис. 8. Торец электрода с выступающим ОАВ (плавка N 1) |
 |
| Рис. 9. Торец электрода (плавка N 2) |
Таким образом, результаты проведенных исследований свидетельствуют о целесообразности использования камерного электрошлакового переплава под кальцийсодержащим флюсом для рафинирования титана и сплавов на его основе от обогащенных азотом включений. Реализация такой технологии позволит вовлечь в производство значительное количество титановых сплавов ранее считавшихся невозвратным браком.
Литература
1. E.M. Grala: "Characterization of Alpha Segregation Defects in Ti-6Al-4V Alloy" AFML Technical Report AFML-TR-68-304, September 1968.
2. J.L. Henry, S.D. Hill, J.L. Schaller, and T.T. Campbell: "Nitride Inclusions in Titanium Ingots: A Study of Possible Sources in Production of Magnesium-Reduced Sponge" Metall. Trans, 4, 1973, pp. 1859-1864.
3. J.L. Henry, S.D. Hill, W.E. Anable, and J.L. Schaller: "Source and Control of Nitride Inclusions in Titanium, Bureau of Mines" US Department of the Interior (1974), BuMines RI 7933, Washington, DC.
4. S.R. Seagle and R.L. Fisher: "Critical Review: Raw Materials" Sixth World Conference on Titanium, Cedex, France, Eds. P. Lacombe, R. Tricot, and G. Beranger, 1988, pp. 565-572.
5. P.J. Bania: "Production of Titanium Articles That Are Free From Low Density Inclusions" US Patent 4,678,506, July 7, 1987.
6. Диаграммы состояния двойных металлических систем: Справочник: В 3 т.: Т. 3. Кн. 1 / Под общ. ред. Н. П. Лякишева. - М.: Машиностроение. - 1999. - 880 с.: ил.
7. Рабинович В. В., Хавин З. Я. Краткий химический справочник. Изд. 2-е испр. и доп. - Л.: Химия. - 1978. - 308 с. 8. B.P. Bewlay and M.F.X. Gigliotti: "Dissolution Rate Measurements of TiN in Ti-6242" Acta. Mater., Vol. 45, No. 1, pp. 357-370, 1997.
9. M.G. Benz, P.J. Meschter, J.P. Nic, L.C. Perocchi, M.F.X Gigliotti, R.S. Gilmore, V.N. Radchenko, A.D.Riabtsev,O.V. Tarlov, V.V. Pashinsky "ESR as a Fast Technique to Dissolve Nitrogen-rich Inclusions in Titanium," Materials Research Innovations. 1999, Issue 6 , pp. 364-368. USA
10. А.А. Троянский, А.Д.Рябцев, О.В. Тарлов, В.В. Пашинский, М.Дж. Бенц, В.Н. Радченко Исследование механизма разрушения нитридных включений в титановых сплавах при электрошлаковом переплаве под активными металлсодержащими флюсами Теория и практика металлургии ╧6(20) 2000. С.11-12.
11. А.Д.Рябцев. Установка для электрошлакового переплава высокореакционных металлов и сплавов под активными кальцийсодержащими флюсами в контролируемой атмосфере или вакууме. Сборник научных трудов ДонГТУ. Металлургия. Выпуск 14/Донецк, ДонГТУ, 1999, С. 58-60.
|
|
© А.Д. Рябцев, А.А. Троянский, В.В. Пашинский, М.В. Самборский, В.Т. Картер, 2002
| Вверх |